Introduction
This article elucidates how leading manufacturers are breaking this deadlock through an integrated “Material-Process-Inspection” system approach. This methodology Deep Integration and Precision CNC turning, multi-axis milling, and digital quality management to optimize part performance at a physical level and control total cost at the source.The answers to the following five critical questions reveal the implementation blueprint for this systematic manufacturing strategy.
Why is Materials Science the First Frontier in Overcoming Lightweighting and Durability Challenges for Brake Components?
The journey to a superior brake component begins not on the machine tool, but at the materials stage. The scientific selection of material fundamentally dictates the final part’s performance ceiling. For example, where the caliper is light-weighted, there is a very important decision between the two types of aluminum alloy, A356-T6 and 7075, since the former material possesses good cast ability and high strength, whereas the latter material has high specific strength. The brake rotor is an element which requires materials with properties such as good thermal conductivity and mechanical damping properties to handle the severe thermo-mechanical conditions involved in the process of braking.
Scientific selection is based on a holistic analysis of braking load cycles, heat dissipation requirements, and environmental corrosion factors. However, selecting the right alloy is only half the battle. Rigorous incoming material inspection and full batch traceability form the cornerstone of Product Quality Assurance. This disciplined gate keeping ensures the chemical and mechanical properties assumed during design are physically present, guaranteeing the stability of all subsequent automotive OEM parts manufacturing processes. Without this foundation, even the most advanced CNC machining for automotive applications is built on sand.
How Does Precision CNC Turning Directly Dictate a Brake Rotor’s Anti-Cracking Performance and a Caliper’s Structural Integrity?
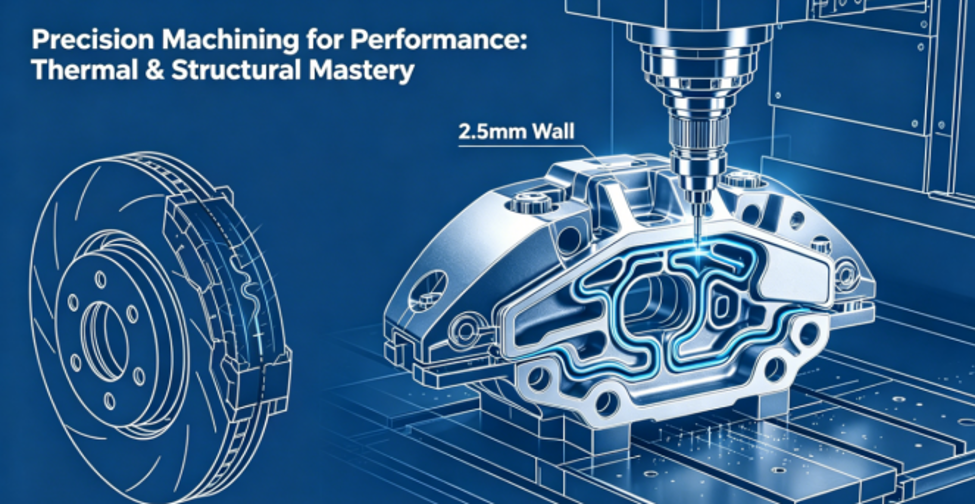
Precision machining is where material potential is transformed into guaranteed performance. For brake rotor turning, the process is a deliberate exercise in thermal and stress management. Techniques like high-pressure interrupted turning with optimized tool geometry work in concert to control cutting heat and, critically, induce beneficial compressive residual stresses on the friction surface. This controlled process is key to stabilizing thickness variation (TV) within a tight ±0.02mm window, a direct factor in significantly enhancing the rotor’s resistance to thermal cracking and judder. A deeper technical exploration of such methodologies can be found in a detailed analysis on solving critical performance challenges in automotive brake manufacturing through advanced automotive CNC turning parts production.
For brake caliper machining, the challenge shifts to complexity and ultra-thin walls. Here, 5-axis mill-turn centers are indispensable.They ensure the one-time machining of complex inner oil galleries, making alignment mistakes from different fixturing impossible. This is especially important when working to maintain the dimensional stability in thin wall parts, such as 2.5mm walls. Coupled with active damping to control chatter, this makes possible the hydraulic integrity and strength of the caliper, resulting in more than 35% in weight reduction without compromising on any performance measures. This approach in machining automotive brakes assures that the part functions as an integrated system .
Case Study: Achieving Sub-20 Micron Sealing Surfaces in Master Cylinders
A pivotal challenge in brake system integrity is machining the sealing surfaces of the master cylinder bore. Any imperfection here can lead to fluid leaks and pressure loss.
l The Challenge of Micro-Defects
Traditionally, polishing and grinding have proved effective in achieving high-quality surface finishes. Nevertheless, microscratches and inconsistencies in surface geometry on the micron scale will be created, causing wear in seals and ultimately leading to brake system failure.
l Combined Turning and Micro-Finish Solution
With the integrated solution, the procedure is done in two successive stages. The first step involves precision CNC turning, which creates accurate geometry (roundness and straightness) for the bore. The latter is quickly followed by a proprietary process that involves pressure-controlled micro-finishing. The end result is a surface that achieves Ra < 0.2 µm with an even cross-hatched surface, free from micro-defects and providing perfect seal seating throughout the part’s life cycle..
How is a Quality Control System that Exceeds Drawing Compliance Built?
For a leading automotive parts manufacturer, quality transcends mere post-production inspection. It is a preventive, data-driven assurance system woven into the manufacturing fabric. This evolution from passive checking to proactive Customer Solution Services is marked by the implementation of real-time Statistical Process Control (SPC) for key dimensions in CNC machining brake components, maintaining a Cpk ≥ 1.67 to ensure predictability far beyond tolerance limits.
FAIR: The Evolving Quality Blueprint
l From Static Document to Dynamic Dossier
The First Article Inspection Report (FAIR) is transformed from a static PDF into a live, digital master record. It integrates 3D scan data, material certifications, and full inspection results, serving as the approved digital blueprint for all production.
l Enabling Real-Time Collaboration
The FAIR that we’ve digitized allows real-time access by customers for review and approval purposes. It serves as one point of truth from its first component onwards, ensuring that everyone on board is in sync and making sure that our product manufacturing process moves along smoothly.
DPM: Passport to Provenance
Data Matrix Code (DPM) which is permanently marked using a laser on every component will serve as a passport to the part. This scannable code serves as an unlocker to the whole digital manufacturing history of the part. Scanning the DPM provides information on the heat lot of materials, machining times, tooling information, operators, and inspection information.
What Deep-Level Assurance Do Top Certifications Like IATF 16949 Provide for a Manufacturing Partner?
IATF 16949, ISO 9001, and AS9100D certifications are much more than just paper credentials; they are a realization of preventive culture ingrained in the organization’s DNA. This is because it is all about having a process orientation mindset. For instance, a process audit under VDA 6.3 assesses all stages in the process, from the planning of projects/products to managing suppliers and serving customers.
All this is achieved through mandatory processes such as Advanced Product Quality Planning (APQP) and Production Part Approval Process (PPAP), which compel multidisciplinary teams to find all possible failure modes prior to designing and cutting tools.PPAP provides the objective evidence that the manufacturing process can consistently produce parts that meet all requirements. For OEMs sourcing CNC turning OEM parts, this means the journey from prototype to mass production is managed, controlled, and its risks are fully understood. It is the fundamental basis for selecting a strategic, capable supplier over a simple job shop.
Where is True Cost Optimization Realized in System Integration at the Manufacturing End?
A partner offering professional CNC turning services can engage from the project’s inception, leveraging these integrated levers to deliver substantial cost savings while enhancing performance. This systems-engineering approach targets the true drivers of cost, transforming the manufacturer from a cost center into a value-engineering partner.
Design & Process Synergy for Upfront Cost Optimization
However, achieving true efficiency starts with applying intelligence before the product has been manufactured. This step involves removing inefficiencies and waste from the design and planning stage.
l Design for Manufacturability (DFM)
Working with manufacturers early on enables optimized geometry of the parts, thus reducing the amount of raw materials used, decreasing machining time, and making assembly easier – all leading to considerable material and labor savings at the outset.
l Process Design Based on Physics
Using simulations and analytics to identify the right cutting conditions for manufacturing automotive brake components is a must. Such an approach increases machine efficiency, improves tool life, and conserves energy spent on each part.
Execution Phase Levers for Reducing Lifecycle Costs
The remaining two levers tackle efficiency and quality in the manufacturing execution phase, aimed at decreasing the total cost of ownership.Process Integration using mill-turn machines and cell technology greatly cuts down time spent on non-productive activities, such as moving parts between processes in order to perform CNC turning services.
Maximizing First-Pass Yield can be done using a solid quality control process that is more preventative than reactive. This addresses the costly consequences of errors like reworking, scrapping parts, and fast shipping to avoid delays on the production lines.
Conclusion
The combination of high performance, weight reduction, and exceptional reliability in brake componentry is increasingly impossible to achieve with mere advancements in individual manufacturing processes. The time-proven approach is through embracing an integrated manufacturing philosophy that covers the entire life cycle of the product. This includes advances in materials science, physics-based precise machining processes such as CNC turning and milling, an end-to-end quality control system informed by data, and finally culminates with a guarantee of compliance to strict certification requirements like IATF 16949. Such a manufacturing philosophy ensures that not only do components meet required print specifications, but they surpass in performance and reliability, making cost control achievable from the outset.
If you are looking for a manufacturing partner that delivers more than “precision machining” but offers “performance assurance and supply chain reliability,” look no further than LS Manufacturing. Contact us to request an initial manufacturability evaluation of your brake or drivetrain component.
Author Biography
As an experienced consultant in the automotive supply chain industry as well as precision manufacturing, the author has over 15 years of relevant experience. The author has a focus on using innovative material processing and digital manufacturing technologies in order to manufacture critical components.
FAQs
Q: What would be the standard lead time to get tooling sample (OTS) from design until prototype samples for brake components of cars?
A: Typically, we can get our tooling sample in 30 days after getting the final data for brake components. This is based on design complexity and materials, but integrated manufacturing service can reduce lead time dramatically.
Q: How thickness uniformity is guaranteed in high quantity production of CNC turning for brake rotors?
A: By using a thermal management turning process where cooling system and selected parameters of cutting operations help maintain temperature control during the operation. Simultaneously, tools of selected geometrical shapes are used during finishing operations to apply a layer of compressive stress on surface.
Q: How the strength of aluminum brake caliper with minimized weight is guaranteed?
A: The strength of such aluminum brake caliper with minimal weight will be guaranteed by optimal design by means of FEA modeling, precision engineering with precise residual stress control, post-processing treatments such as T6 heat treatment.
Q: Apart from IATF 16949, what other capabilities do you consider to measure the quality of a supplier?
A: Emphasize their APQP/PPAP process, the capability they demonstrate in the practical implementation of SPC, MSA, and whether they have their own test capability on the important performance metrics (for example, salt spray test, pressure pulse fatigue).
Q: What is the major benefit of using an integrated approach compared to the job-based approach?
A: The major benefit of the integrated approach is that there is a closed-loop integration of design, process engineering, production, and quality under a single point of accountability. It avoids gaps in communications and interfaces, which leads to quicker reaction and better problem-solving capability, resulting in a more predictable total cost of ownership.